咨詢熱線:028-82776029
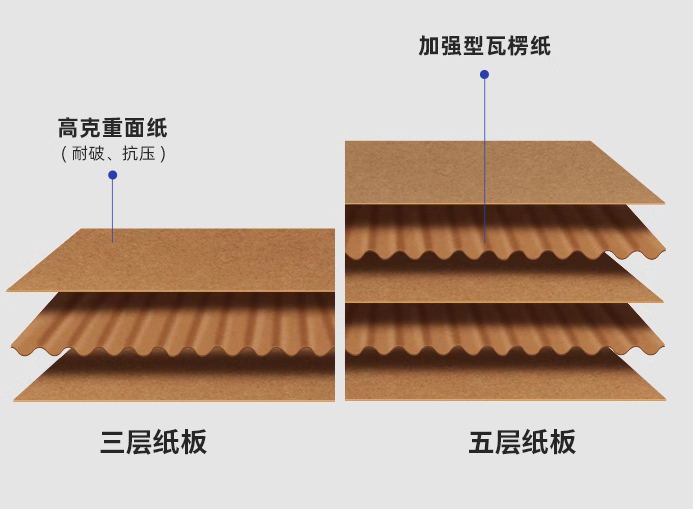
首先要看紙箱的構成。三層紙箱是由面紙,瓦楞紙以及底紙組成的。五層紙箱則多一層瓦楞紙和中間一層芯紙。五層的紙箱用料比三層的多,自然質量也比三層的好點。瓦楞高度從高到低可以分為ACBE,這幾種是常用的。三層紙箱一股用ABE三種,五層紙箱上的瓦楞股是AB型。E瓦楞價格稍高,AB瓦楞價格相近。
其次要觀察紙張的表面光滑度,光澤度高的紙箱往往質量更好。每種紙箱材料都有其標準重量,如果紙箱的重量低于標準,那么可能意味著其選材粗糙或用料吝嗇質量。紙箱的重量也是判斷其材質質量的一個重要標準,同樣是三層紙箱,如果用的原紙克重不同價格也有所差異。紙箱的面紙一般都用質量較好的牛皮紙,表面光滑,摸起來沒有毛刺。里紙的紙張質量稍差。聞一下紙箱的氣味,如果有難聞的氣味,那么紙張的來源或物理指標可能較差。

折疊測試:對紙箱進行折疊測試也是判斷其材質質量的有效方法。好的紙箱在反復對折幾次后,不會出現(xiàn)紙板斷裂或爆線的情況。
查看打印信息:紙箱上的打印信息也可以提供關于其材質的線索。例如,不同類型的紙箱可能會標注不同的字母和數(shù)字來表示其材質或品質
看瓦楞紙的強度和瓦楞的高低。三層紙箱瓦楞有高低之分。五層紙箱瓦楞是高低搭配。四看印刷顏色,油墨是否均勻,字跡是否清晰,有無漏印等現(xiàn)象。印刷位置誤差不超過7mm,小箱不超過4mm。
各箱蓋合攏后無參差和離縫。瓦楞紙箱搖蓋經開、合180度往復折疊5次以上,一、二類紙箱的面層和里層、三類箱層裂縫長度總和不大于70mm。
看虎口 紙箱的結合處或粘或釘,箱面紙不能拼裝、缺材、折皺、透膠、污跡;無論是斜釘和橫釘,應排列整齊、距離均勻,雙釘釘距不大于75mm,單釘釘距不大于55mm,尾釘距離壓痕線中線不大于20mm,箱釘必須完全釘在虎口上。
看刀口 刀口處無明顯毛刺。裁刀切口里面紙裂損處距邊不超過8mm或長不超過12mm。成箱后疊角漏洞直徑不超過5mm。